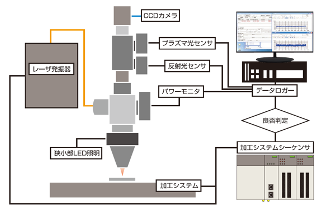
レーザ加工時に発生する反射光・プラズマ光を採取することで、溶接品質をインプロセスで計測・監視することが出来ます。
技術情報
レーザシステム
溶接モニタによる品質管理
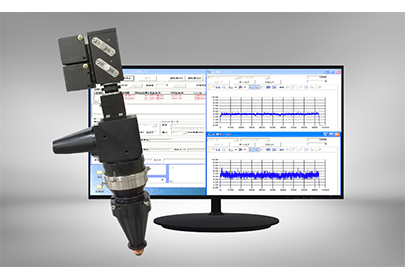
溶接モニタリングシステム Z’eye
住友重機械工業が製造・販売を行っている溶接モニタリングシステム Z’eyeでは、レーザ出射ハウジングに搭載することでインプロセスでレーザ照射毎の波形データや溶接良否判定のモニタリングが可能となります。
加工時に発生する2つの光を取得・保存
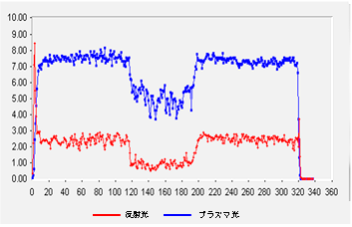
レーザ加工を行うと、反射光とプラズマ光が発生します。
これらの光は加工出力や対象の状態・照射位置の変化などで発生量が変化します。
Z’eyeでは、外乱を受けにくい反射光とプラズマ光を監視し各波形データを蓄積することで、加工品質のモニタリングを実現します。
加工システムとの連携で効率的な生産に
良品データの波形を採取し、良否判定基準となる閾値を設定し、加工機と連動させることが可能です。
良否判定基準から外れた反射光・プラズマ光を取得した場合には加工機にNG信号を出すことで、不良品を除外することが可能です。
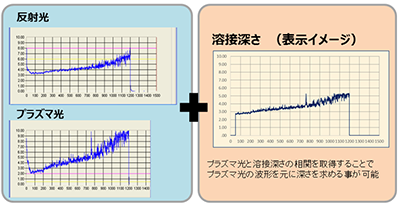
良品データとの比較で、溶込み深さを管理
プラズマ光強度と溶接深さに相関がある事が分かってきており、良品データと相対に溶け込み深さを比較することで管理するなどの使用方法があります。
取得した波形データは全数データ保存が可能で、溶接のトレーサビリティに役立ちます。
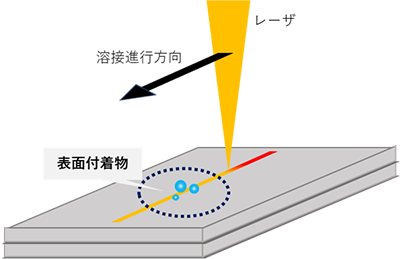
様々な溶接不良要因に対応
加工対象への異物混入や、照射位置のずれ、レーザの焦点ずれなど様々な不良要因に対して、Z’eyeでは不良を検知することが可能となっています。
製品形状などで計測結果は変化するため、レンタル機による検知テストも実施しております。
20年以上の採用実績
溶接モニタリングシステムは住友重機械工業が20年前に特許出願し、これまで自動車部品を中心に様々なレーザ加工の品質管理として採用実績がございます。
良否判定作成からレーザ加工のアドバイスまで幅広くサポートさせていただいております。